-
需要用到功能码参数当中的关注功能码功能,将关注功能码导出操作
-
打开上位机软件后,在菜单栏中点击工具,下拉选项点击USB驱动,根据提示进行下一步安装即可
-
对于可以故障清除的报警,可以在不给伺服使能信号的情况下,直接在工具栏中找到故障恢复按钮,点击可以进行故障清除,或者通过参数P4.90进行复位;
-
打开workshop后,在右下角有设备状态显示,如果USB连接正常,会正常显示驱动器的当前系统状态;
-
在FB284功能块引脚只有对应的加减速时间倍率,没有对应的加减速时间设置,如果客户不注意看说明书,很容易被忽视。该加减速时间需要驱动器上设置,对应的加速时间P5.52,减速时间P5.95。对于启停的抖动大,这两个参数可以适当加大些。
...
-
这个同步算法,1500的105报文可以实现,用MC-Gearin指令加105报文,1513CPU可以实现相对定位同步方式,比较好的还是1500T的绝对位置同步那也就是MC-Gear inPos绝对同步命令。
-
因为111报文,输入没有定义,所以要接到伺服。
-
DA200-F/D有4路晶体管差分输出,可以定义任意一路控制中间继电器,然后继电器主触点控制电机抱闸线圈。DA200A-F目前是高配版本,内部抱闸继电器输出,可以直接控制电机抱闸线圈动作。
-
直接使用硬件标识符即可,不需要单独地址对应,提高效率,降低出错概率。
-
INVT Workshop如何备份da-200a伺服驱动器参数
-
-
需连接外网,手动更新驱动安装后,可以识别。
-
不是的,伯楚激光切割机(包括平面切割机与切管机)Z轴在处于跟随模式时候控制模式是速度模式,位置环在上位机控制器内;
-
P3.94主要适用直线电机应用情况;如果带的是旋转电机,调试跟以前一样,相序和偏置即可P8.81/P4.96;
-
不需要,伺服默认绑定配置了这个端子的抱闸功能,控制时按照P3.56~P3.58调整;
-
标准机不可以,可以非标
-
要实现系统语言切换,需要对内置保持寄存器LW60332进行操作,值为0时是中文,为1时是英文
-
DA200标配两路探针,使用探针功能时需要将DI端子功能设置成0,再根据实际需求设置P3.16、P3.17两路探针触发模式即可
-
相较于标准版,高配版多出1、STO功能。2、第二编码器(可以使用全闭环功能)。3、抱闸功率输出(抱闸既可以接CN1的IO端子也可以接面板上的抱闸接口,可以省焊线,较方便)。
-
默认监控的ethercat状态,P0.15设为0可以显示转速
 关于DA200-N通过总线驱动器通过参数0x400010 人气#通用伺服系统
关于DA200-N通过总线驱动器通过参数0x400010 人气#通用伺服系统 DA200-N伺服面板查看故障记录报警代码是Er243 人气#通用伺服系统
DA200-N伺服面板查看故障记录报警代码是Er243 人气#通用伺服系统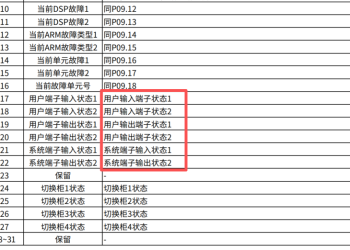 GD5000 profibus DP通信报文给定值和实际值532 人气#高压变频器
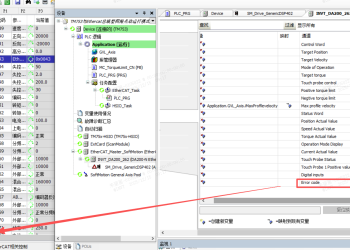
GD5000 profibus DP通信报文给定值和实际值532 人气#高压变频器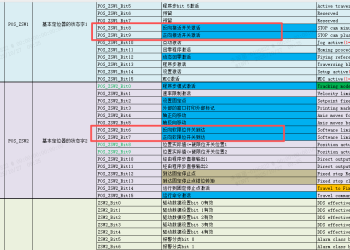 DA200A-F驱动器的111报文如何读取硬件限位1116 人气#通用伺服系统
DA200A-F驱动器的111报文如何读取硬件限位1116 人气#通用伺服系统